CT在線自動(dòng)焊錫解決方案2018- 04-02 13:35
工藝要求
1.焊點(diǎn)品質(zhì)要求:
A�、無(wú)空洞區(qū)域或表面瑕疵;
B���、引腳與焊盤潤(rùn)濕良好����;
C�����、引腳形狀可辨識(shí);
D�、穿孔焊料填充程度飽滿;
F����、無(wú)虛焊、假焊�����、針孔氣孔�、錫渣、錫珠���、錫尖���、
裂痕、未焊透�、短路、焊盤脫離����、金黃色瘢痕焊點(diǎn)、
管腳彎曲等不良情況����;
2.焊接時(shí)間:
單點(diǎn)焊接時(shí)間:<=3S
3.焊接方式:
在線自動(dòng)焊錫
4. 焊錫功率
因焊點(diǎn)為銅基帶,焊點(diǎn)大�,散熱快。采用進(jìn)口200w及以上快速加熱模組
5.其他
無(wú)數(shù)據(jù)上傳�、追溯要求
運(yùn)動(dòng)系統(tǒng)采用進(jìn)口馬達(dá),閉環(huán)控制
工藝解析
焊點(diǎn)品質(zhì)
A.經(jīng)評(píng)估�����,普通小功率烙鐵頭無(wú)法滿足要求���,采用Weller200W大功率熱導(dǎo)技術(shù)��,采用拖焊工藝����,可以滿足焊點(diǎn)熱量需求���;
B.錫的活性高要求助焊劑含量3.0%左右��,有效提高錫的流動(dòng)性及透錫度有效提高生產(chǎn)效率及品質(zhì)���。避免露焊盤及透錫不均現(xiàn)象���;
C.焊盤及引腳表面避免氧化及污染避免焊錫過(guò)程中焊盤及引腳與錫有效分子結(jié)合。
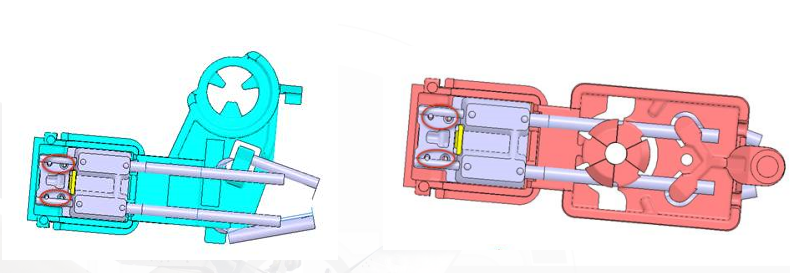
輔助夾具
A.建議夾具采用金屬加表面氧化工藝�,用精雕設(shè)備一次成型加工完成,有效保證夾具精度��。
B.定位方式采用壓板快速取放�。
焊接烙鐵頭
決定焊頭使用壽命的因素:焊頭結(jié)構(gòu)型狀.鍍層致密度.使用溫度.錫線的腐蝕程度.焊點(diǎn)時(shí)間等多方面因素。一般國(guó)產(chǎn)保證在3W點(diǎn)以上.
進(jìn)口的是6W點(diǎn)以上�����。(360度溫度.Sn/Ag/Cu
錫線含3.0%助焊劑)�����。
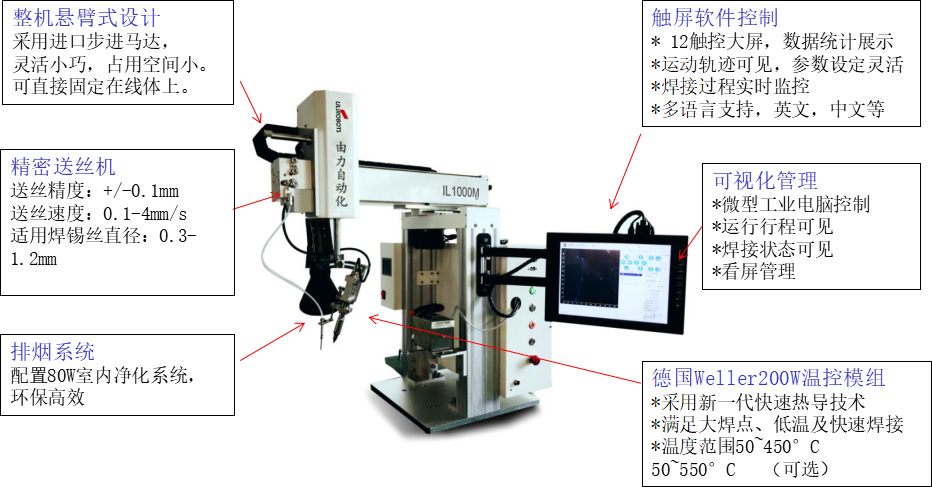
推薦設(shè)備